


表面处理生产线运行效率高吗
好的,这是一篇关于表面处理生产线运行效率的分析,字数在250到500之间:
# 表面处理生产线运行效率分析
表面处理生产线的运行效率是一个复杂的问题,不能简单地用“高”或“低”一概而论。其效率水平受到多种因素的综合影响,既有潜力达到很高的水平,也可能存在显著的提升空间。
运行的潜力:
现代表面处理生产线,尤其是在大规模、标准化生产环境中(如汽车、家电、电子行业),通过高度的自动化、优化的工艺流程设计和的管理手段,可以实现相当高的运行效率。
* 自动化与智能化: 自动化上下料、机器人喷涂/电镀、智能控制系统(PLC/DCS)的应用,大大减少了人工干预,提高了生产节拍的一致性和稳定性,降低了因人为因素导致的停机或效率损失。
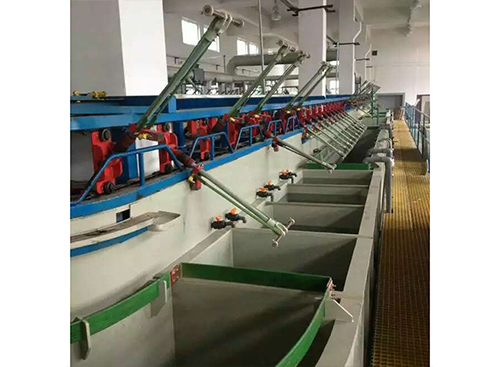
* 连续化生产: 许多表面处理工艺(如连续电镀线、卷材涂装线)采用流水线作业,工件在轨道或传送带上连续移动,工序间衔接紧密,减少了周转等待时间,实现了近乎连续的生产。
* 工艺优化: 对前处理、主处理、后处理等各个工序参数的控制(如温度、时间、浓度、电流电压等),可以缩短处理周期,提高一次合格率,减少返工。
* 精益管理: 引入精益生产理念,如标准化作业、快速换模(SMED)、全员生产维护(TPM)、可视化管理等,能有效减少浪费(等待、搬运、不良品、动作浪费等),提升整体设备综合效率(OEE)。
效率瓶颈与挑战:
然而,表面处理生产线也面临诸多挑战,可能限制其效率的发挥:
* 工艺复杂性: 某些特殊或高要求的处理工艺(如精密电镀、复杂形状工件的喷涂)本身耗时较长,或需要多道工序反复处理,难以大幅压缩时间。
* 前/后处理依赖: 表面处理的效果高度依赖于前处理(除油、除锈、磷化等)的质量,前处理不良会导致主处理失败或效率下降。后处理(如烘干、固化、包装)的时间也可能成为瓶颈。
* 设备维护与故障: 处理槽、喷、泵阀、加热系统、环保设备等需要频繁维护,故障停机直接影响效率。化学品的更换、废液处理也会占用生产时间。
* 批次转换: 生产不同规格、颜色或处理要求的工件时,需要更换槽液、调整参数、清洁设备,导致换线时间增加,影响效率。
* 环保与安全要求: 日益严格的环保法规要求配备的废气、废水处理设施,其运行和维护会增加成本和复杂性,间接影响生产效率。安全规程也可能限制操作速度。
结论:
因此,表面处理生产线的运行效率具备达到很高水平的潜力,特别是在自动化程度高、管理完善的现代化工厂中。但其实际效率表现高度依赖于具体的工艺类型、设备性、管理水平、产品特性以及环保安全要求。通过持续的技术升级(如更高水平的自动化、智能控制)、工艺优化(缩短周期、提高直通率)和精益管理(减少浪费、提升OEE),表面处理生产线的效率可以不断提升,甚至接近理论上的值。关键在于识别瓶颈并实施针对性的改进措施。
- 上一篇:表面处理生产线镀铬加工耐磨度高吗
- 下一篇:已经是最后一篇了





