


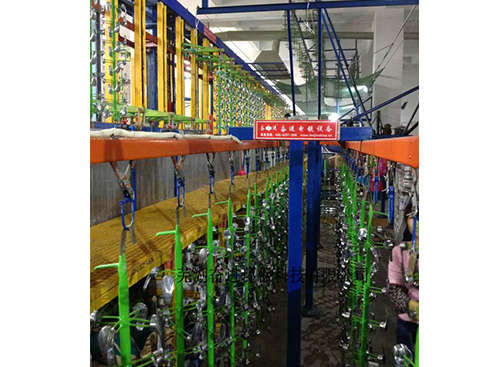
表面处理生产线复杂异形件可以加工吗
是的,表面处理生产线完全有能力加工复杂异形件。关键在于根据工件的具体几何特征、材料、性能要求以及生产批量,选择合适的表面处理工艺并优化生产线设计。以下是具体说明:
1. 工艺适应性是关键:
* 喷涂类(喷漆、喷粉): 非常适合复杂异形件。喷涂(尤其是静电喷涂)能很好地覆盖各种凹凸表面、深孔、内腔(需有开口)和复杂轮廓。通过调整喷角度、雾化压力、链速和悬挂方式,可以有效处理死角。自动化机器人喷涂在此领域优势巨大,可控制路径覆盖复杂曲面。
* 化学处理类(磷化、钝化、阳极氧化、化学镀): 主要依赖溶液浸渍,理论上能均匀接触所有被溶液浸润的表面。但需注意:
* 排气/集气: 深孔、盲孔内的气体需有效排出,否则会导致处理不良(如“气袋”效应)。可通过抖动、倾斜挂具或设计工装促进排气。
* 溶液交换: 狭小缝隙或深孔内溶液流动性差,可能导致处理效果(如膜厚、成分)与外部不同。需要优化槽液循环、搅拌和温度均匀性。
* 遮蔽: 对无需处理的部位进行遮蔽保护。
* 电化学类(电镀、阳极氧化 - 硬质): 挑战,主要受限于电流分布不均(遮蔽效应/法拉第效应)。
* /边缘效应: 突出部位电流密度高,镀层厚甚至烧焦;凹陷、深孔、内腔电流密度低,镀层薄甚至无镀层。
* 解决方案:
* 阳极设计: 使用仿形阳极、辅助阳极(如伸入深孔的阳极)或屏蔽板,引导电流流向低电流密度区。
* 特殊挂具设计: 工件,确保关键区域朝向阳极;可能需多点导电。
* 脉冲/周期换向电镀: 改善深镀能力,使镀层在复杂表面分布更均匀。
* 优化参数: 调整电流密度、温度、搅拌强度等。
* 局部电镀技术: 如电刷镀,适用于局部修复或特定区域处理。
2. 工装夹具(挂具)设计的作用:
* 对于复杂异形件,定制化的挂具设计是成功的关键。挂具必须:
* 牢固稳定地固定工件, 防止处理过程中松动、碰撞。
* 确保良好导电(电化学工艺)。
* 优化工件朝向, 使关键表面面向处理源(如喷、阳极),并利于溶液/气体排出。
* 化遮蔽, 避免挂具本身阻挡处理介质。
* 便于自动化上下料。
3. 生产线的灵活性与自动化:
* 柔性生产线: 设计可适应不同尺寸、形状工件的输送系统(如可变节距悬挂链、多用途挂具)。
* 机器人应用: 喷涂、清洗、上下料等工序广泛采用机器人,能处理复杂曲面和不规则路径。
* 过程控制与监测: 对关键参数(温度、时间、浓度、电流电压、膜厚等)进行实时监控和闭环控制,确保质量一致性。
4. 挑战与对策:
* 死角覆盖: 通过工艺选择、工装优化、参数调整(如喷涂角度、电镀辅助阳极)解决。
* 膜厚均匀性: 是挑战(尤其电镀)。需综合运用阳极、挂具、脉冲技术等。
* 效率与成本: 定制工装、工艺优化、机器人投入会增加成本。需平衡质量要求、批量大小和经济性。小批量可能更适合手工或半自动专线。
* 前/后处理: 复杂形状的清洗、除油、漂洗、干燥同样需要针对性设计,确保无残留。
结论:
表面处理生产线加工复杂异形件完全可行,且是成熟应用。成功的关键在于深刻理解不同工艺的局限性,并针对具体工件的复杂性进行高度定制化的工艺设计、工装开发和参数优化。喷涂和化学处理相对更易适应复杂形状,而电化学处理则需要更精密的电流控制方案。现代柔性生产线、机器人技术和的过程控制手段,极大地提升了表面处理工艺对复杂异形件的加工能力和质量稳定性。因此,只要工艺选型得当、方案设计周全,复杂异形件完全可以在表面处理生产线上获得满足要求的高质量表面处理效果。
- 上一篇:表面处理生产线流水线调速范围广吗
- 下一篇:已经是最后一篇了





