


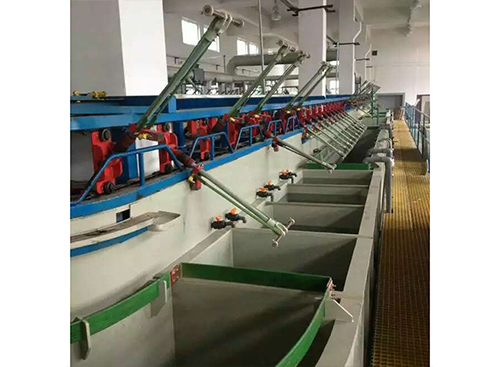
表面处理生产线连续生产稳定性好吗
表面处理生产线(如电镀、喷涂、阳氧化、磷化等)实现良好的连续生产稳定性是可能的,但也面临诸多挑战。其稳定性水平取决于设备、工艺、管理、原材料以及环境等多方面的综合因素。
实现良好稳定性的有利因素:
1. 高度自动化: 现代表面处理生产线普遍采用自动化控制(PLC/DCS),对槽液温度、pH值、电流/电压、传送速度、喷淋压力等关键工艺参数进行、实时的监控与调节,减少了人为操作带来的波动。
2. 成熟工艺: 许多表面处理工艺经过长期发展,工艺配方和流程相对成熟稳定,为连续生产提供了基础。
3. 预防性维护: 实施科学的设备维护计划(TPM),定期检查、保养关键设备(如泵、加热器、整流器、传送链、喷嘴、过滤系统等),可以显著降低突发故障率。
4. 过程监控与质量控制: 在线监测(如电导率、温度传感器)和离线抽检相结合,能及时发现工艺偏移或产品缺陷,便于快速调整。
5. 标准化操作(SOP): 详细、清晰的操作规程和作业指导书,不同班次、不同操作员执行的一致性。
6. 供应链管理: 稳定的原材料(化学品、金属盐、添加剂等)供应和严格的供应商管理,保障了槽液成分的稳定性和批次间的一致性。
影响稳定性的主要挑战:
1. 工艺复杂性: 表面处理通常涉及多个步骤(前处理、主处理、后处理、干燥等),一环出现问题(如清洗不净、槽液污染、参数漂移)都可能影响终质量和后续工序,甚至导致全线停产。
2. 设备依赖性强: 生产线包含大量机电设备(传送系统、泵、加热/冷却系统、电源、喷淋系统、废气处理等),任一关键设备故障都可能导致生产中断。
3. 槽液管理难度大:
* 成分变化: 生产过程中成分消耗、杂质积累(金属离子、有机物)、水分蒸发等,需要定期分析、补加和调整,甚至进行再生或更换。
* 污染风险: 工件带入的油污、杂质,设备磨损产生的颗粒物,以及空气中的尘埃都可能导致槽液污染。
4. 环境因素影响: 温度、湿度波动可能影响干燥效果、槽液稳定性(如某些电镀液对温度敏感)或喷涂质量。
5. 人为因素: 尽管自动化程度高,但设备操作、参数设置、维护保养、异常处理等环节仍可能因人员技能不足、疏忽或疲劳引入不稳定因素。
6. 原材料批次差异: 即使来自同一供应商,不同批次的化学品也可能存在细微差异,需要调整工艺参数以适应。
如何提升稳定性:
* 加强预防性维护: 制定并严格执行维护计划,重点关注易损件和高负荷设备。
* 深化过程控制: 采用更的在线分析仪器(如自动滴定、光谱分析),实现关键参数的闭环控制。
* 优化槽液管理: 定期进行槽液分析,建立科学的补加和维护策略(如连续过滤、碳处理),延长槽液寿命。
* 强化人员培训: 提升操作人员技能和问题解决能力,增强责任心和标准化意识。
* 建立快速响应机制: 制定的异常处理流程和应急预案,缩短故障停机时间。考虑设置缓冲区域或备用设备(如备用泵)。
* 数据驱动决策: 收集生产数据(设备运行状态、工艺参数、质量数据),利用SPC等工具进行分析,预测潜在问题并持续改进。
总结:
表面处理生产线的连续生产稳定性可以达到较高水平,但这绝非自动实现。它需要持续投入于的自动化设备、严格的工艺控制、精细的槽液管理、扎实的设备维护以及高素质的人员培训。通过系统性地识别和管理影响稳定性的各类风险因素,并不断优化改进,企业能够显著提升生产线的连续运行能力和产品质量的一致性,从而满足大批量、的生产需求。稳定性是竞争力的关键体现,也是生产成本控制的重要基础。
- 上一篇:表面处理生产线防腐耐蚀性能好吗
- 下一篇:表面处理生产线投产回本周期多久





