


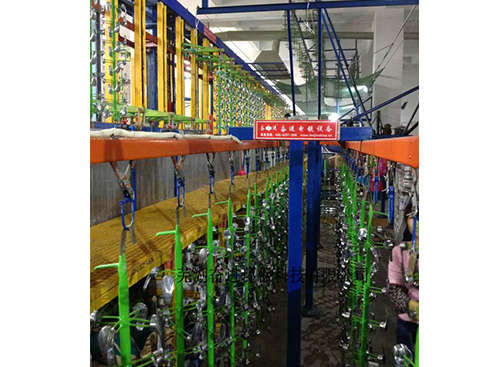
电镀自动线适合镀异形工件吗?
电镀自动线在镀覆异形工件时的适用性需要结合技术特点与工艺调整来综合评估。异形工件通常具有复杂几何结构,如深孔、凹凸表面或细密纹路,这对电镀均匀性提出更高要求。电镀自动线虽具备、稳定性强等优势,但其适应性取决于以下关键因素:
优势与潜力
1. 一致性保障:自动化控制系统可调节电流密度、镀液流动等参数,减少人为误差,尤其适合批量生产中维持异形件关键部位镀层均匀性。
2. 定制化挂具设计:通过3D建模与技术设计挂具,工件各部位与阳保持佳距离,改善电流分布。例如,汽车零部件的多角度电镀常采用多向导电挂架。
3. 动态辅助技术:部分自动线集成旋转、振动或摆动装置,促使镀液充分接触凹陷区域。半导体行业采用离心电镀技术处理微孔结构即为一例。
技术挑战与解决方案
1. 边缘效应与厚度差异:异形件棱角处易出现镀层过厚,而深腔部位镀层偏薄。可通过脉冲电镀技术(如反向脉冲)抑制边缘尖峰电流,或使用辅助阳增强深区沉积。
2. 镀液渗透限制:复杂结构可能阻碍镀液交换,导致“气袋”或离子浓度梯度。采用低粘度镀液配方,并优化槽体喷射系统实现定向冲刷,可提升深镀能力。
3. 自动化编程复杂度:异形件常需分段差异化处理。智能自动线配备AI视觉识别系统,可实时分析工件形态并动态调整电镀参数,如特斯拉电池连接器的多段位电镀工艺。
应用实践
在航空航天领域,涡轮叶片采用六轴机械臂控制的自动线完成多层复合电镀,通过轨迹编程使每个气膜孔获得均匀镀层。电子连接器行业则利用微型滚镀线结合磁力搅拌,实现微米级插孔的全覆盖。
综上,电镀自动线经针对性优化后完胜任异形工件加工,但其成功应用需依托三点:定制化设备改造、镀液工艺创新及智能控制系统的深度整合。对于小批量多品种场景,需权衡前期投入成本;而大批量生产时,自动线的综合效益将显著体现。未来随着自适应电镀机器人技术的发展,异形件电镀的自动化水平有望进一步提升。
- 上一篇:电镀自动线的工作原理是什么?
- 下一篇:电镀自动线有哪些主要组成部分?





