


电镀自动生产线的生产效率如何?
电镀自动生产线的生产效率显著高于传统手工或半自动生产方式,其优势体现在生产速度、稳定性、资源利用率及质量可控性等方面。通过自动化设备集成、智能化控制及流程优化,这类生产线能够实现连续作业,生产效率可提升30%-50%,具体表现如下:
1. 连续化生产与节拍优化
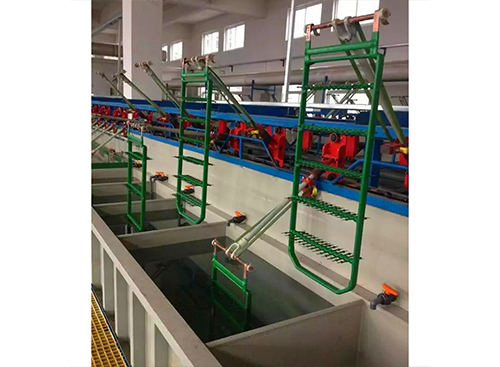
自动化生产线通过机械手、传送带和智能控制系统实现工件在各工序间的无缝衔接,避免了人工搬运导致的间歇性停滞。例如,预处理、电镀、水洗、烘干等环节通过PLC编程实现时序控制,生产节拍可缩短至30-60秒/批次,较传统方式提速2倍以上。全自动上下料系统支持24小时连续运转,设备综合利用率可达85%以上。
2. 工艺参数控制
电镀液的温度、电流密度、PH值等参数由传感器实时监测,并通过闭环反馈系统自动调节,工艺稳定性。以镀层厚度为例,自动线可将公差控制在±0.5μm以内,良品率提升至98%以上,减少返工带来的效率损耗。同时,智能配方管理系统支持快速切换不同产品的电镀参数,换型时间缩短50%。
3. 资源集约化利用
自动化线通过循环过滤系统、定量加药装置及余热回收技术,降低水、电、化学品消耗。例如,封闭式电镀槽设计可减少溶液挥发损耗30%,阳材料利用率提高15%-20%。此外,机器人喷涂可减少镀液带出量,降低废水处理负荷。
4. 人力成本与柔性生产
单条全自动线仅需1-2人监控,人力需求较半自动线减少70%。模块化设计支持产线灵活扩展,结合MES系统可快速响应多品种小批量订单,设备综合效率(OEE)可达75%-85%。
然而,生产效率也受制于设备初始投资成本、工艺复杂度及维护水平。例如,汽车零部件等高精度电镀线需配备六轴机器人及精密过滤系统,投资回收期约3-5年。总体而言,电镀自动生产线通过技术集成实现了效率与品质的双重突破,是制造业转型升级的关键路径。
- 上一篇:电镀自动线的自动化程度有多高?
- 下一篇:电镀自动生产线的故障诊断系统如何?





